Scorecard rankings are based on results from PVEL’s Product Qualification Program (PQP) for PV modules. The program, established in 2012, provides independent reliability and performance data and recognition for manufacturers who excel in testing.
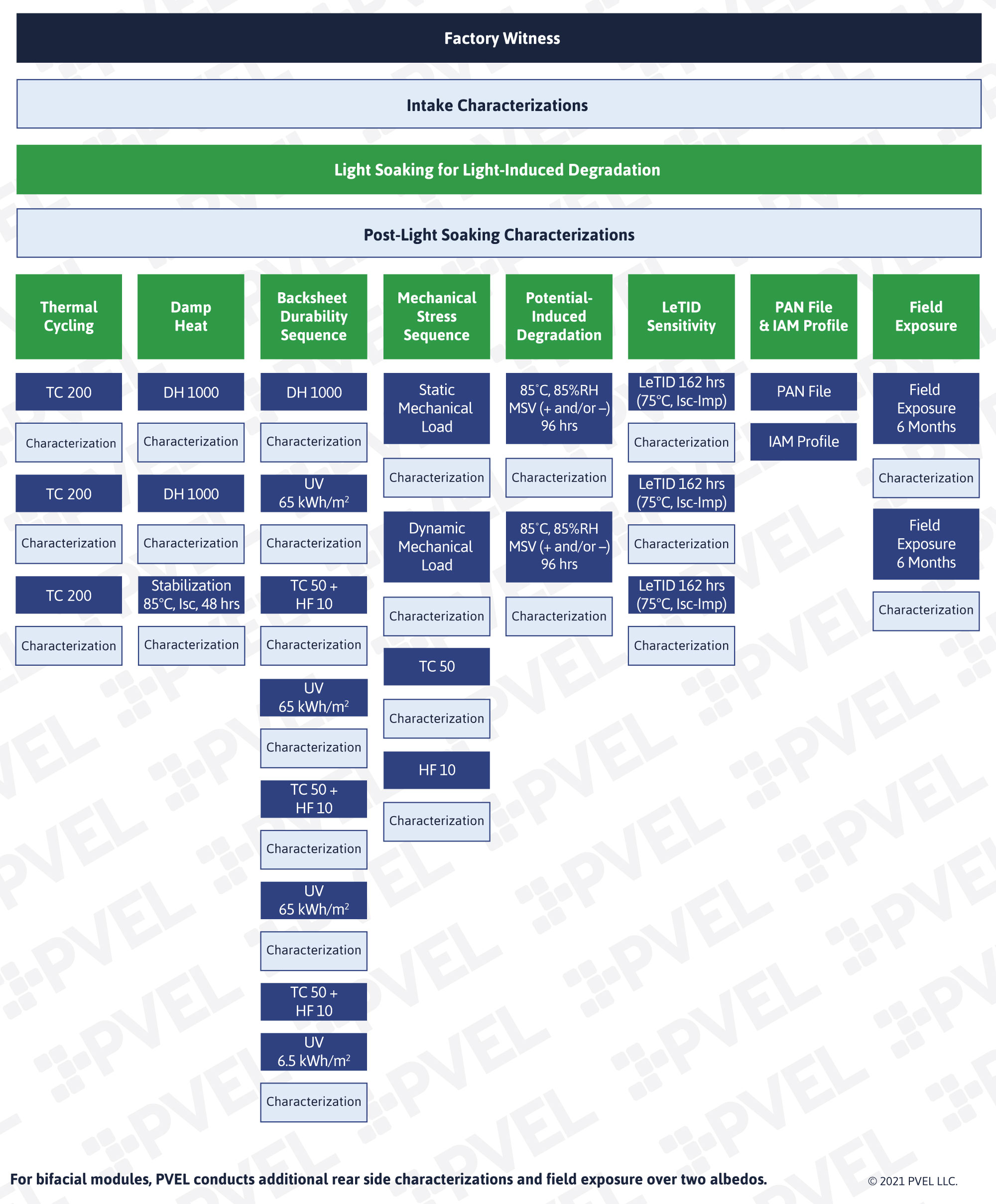
PQP starts with PVEL’s factory witness, where auditors monitor production and record the bill of materials of every module submitted for testing. Following shipping, PVEL measures power output and assesses the physical condition of each module before conducting extended reliability and performance testing. See the PQP diagram below for the complete test program.
Developers and investors around the world now require PQP for procurement risk mitigation. Join PVEL’s Downstream Partner Network to receive free access to PQP reports.